قالب گیری تزریقی بر فرآیند تولید محصولات پلاستیکی تزریقی – بر مبنای ترموپلاستیک و ترموستها – اطلاق میگردد . مواد پس از وارد شدن به سیلندری داغ، میکس و سپس توسط مارپیچ به داخل کویتهی قالب، جایی که قطعهی قالب گیری شده در آن سرد و سخت میگردد، رانده میشود. پس از طراحی یک قطعه توسط مهندس یا طراح صنعتی، قالب متناسب با قطعه توسط قالبساز ساخته میشود. قالبهای تزریق عموماً از فولاد یا آلومینیوم و طی ماشینکاریِ دقیقی ساخته شده تا منعکسکنندهی ویژگیهای قطعه طراحیشده باشند. قالبگیری تزریق به منظور تولید طیف وسیع محصولات از کوچکترین اشیاء تا بدنه کامل اتوموبیلها، مورد استفاده قرار میگیرد.
قالب گیری تزریقی بر فرآیند تولید محصولات پلاستیکی تزریقی – بر مبنای ترموپلاستیک و ترموستها – اطلاق میگردد . مواد پس از وارد شدن به سیلندری داغ، میکس و سپس توسط مارپیچ به داخل کویتهی قالب، جایی که قطعهی قالب گیری شده در آن سرد و سخت میگردد، رانده میشود. پس از طراحی یک قطعه توسط مهندس یا طراح صنعتی، قالب متناسب با قطعه توسط قالبساز ساخته میشود. قالبهای تزریق عموماً از فولاد یا آلومینیوم و طی ماشینکاریِ دقیقی ساخته شده تا منعکسکنندهی ویژگیهای قطعه طراحیشده باشند. قالبگیری تزریق به منظور تولید طیف وسیع محصولات از کوچکترین اشیاء تا بدنه کامل اتوموبیلها، مورد استفاده قرار میگیرد.
چگونه دنیای قطعات تزریقی پدید آمد؟
در سال ۱۸۶۸ میلادی، جان وسلی هایِت، تولید کننده توپهای بیلیارد Phelan and Colander، روشی برای ساخت توپ بیلیارد از تزریق سلولوئید به یک قالب، ابداع نمود. وی با ارتقای سلولوئید، آن را برای فرآوری و ساخت شکل نهایی آماده ساخت. در سال ۱۸۷۲، جان و برادرش از اولین دستگاه تزریق رونمایی نموده که در مقایسه با ماشینآلات امروزی ساده و از اجزای کمتری برخوردار بود. این دستگاه به واسطهی یک پیستون، مواد را از داخل سیلندری داغ به داخل قالب تزریق میکرد. با پیشرفت آرام صنعت در گذر سالها، محصولات دیگری مانند فرمدهندهی یقهی پیراهن، دکمه و شانههای جیبی تولید گردید. در دهه ۱۹۴۰، بواسطهی تقاضای وسیع محصولات ارزان و انبوه در دوران جنگ جهانی دوم، مفهوم قالبهای تزریق رشد چشمگیری به خود دید.
در سال ۱۹۴۶، جیمز هِندری اولین دستگاه تزریق مارپیچی را اختراع و صنعت پلاستیک را دگرگون نمود. در دستگاه وی، پیستون جای خود را به متهای طراحی شده داد. این مته مواد داخل سیلندر را پیش از تزریق، مخلوط و سپس به داخل قالب هدایت میکرد. بدین ترتیب، پیش از عملیات تزریق، امکان ترکیب و میکس پلاستیک رنگی یا بازیافتی با مواد اولیه، به طور کامل میسر گردید. امروزه دستگاههای تزریق مارپیچی ۹۵ درصد از سهم تولید شرکتهای ذیربط را تشکیل میدهند. صنعت قالبهای تزریق سیر تکامل را از تولید شانه و دکمه تا تولید محصولات صنایع پزشکی، هوافضا، اسباببازی، بستهبندی، خودروسازی و ساختوساز، به تدریج و در گذر سالیان متمادی پیموده است.
کاربردهای قالبگیری تزریقی
در حال حاضر، قالبگیری تزریق پلاستیک روش ارجح در تولید قطعات پلاستکی محسوب میشود. قالبهای تزریق در تولید طیف وسیعی از محصولات مانند لوازم الکتریکی منزل، ظروف، درب بطریها، اجزای داخلی خودروها و بیشتر محصولات پلاستیکی موجود، نقشی اساسی ایفا میکنند. برخورداری از قابلیت ساخت قطعات چندکویته و در حقیقت تولید همزمان چندین محصول در مدت یک سیکل کاری، قالبگیری تزریق را به گزینهای ایدهآل جهت تولید حجم بالای محصولات بدل نموده است. دقت بالا، تکرارپذیری، طیف وسیع مواد مصرفی، هزینه نیرویکار کم، دورریز اندک و نیاز به ملزومات کم برای نهایی کردن محصولات پس از قالبگیری، همه و همه از مزایای قالبگیری تزریق پلاستیک محسوب میگردند. از معایب آن نیز میتوان به هزینه بالای ماشینابزار و نیاز به پیشنمونه (Prototype) اشاره کرد (از جائیکه برخی قطعات پیچیده ممکن است در طی فرآیند تزریق دچار مشکلاتی از قبیل تاب برداشتن یا سطح ناصاف شوند). نتیجتاً، در طراحی قطعات تزریق پلاستیک میبایست نکات قالبگیری دقیقی را لحاظ نمود.
نمونههایی از بهترین پلیمرهای مناسب برای قالب گیری تزریقی
اکثر پلیمرها، منجمله کلیه ترموپلاستیکها، برخی ترموستها و نیز تعدادی از الاستومرها، میتوانند در قالبگیری تزریق مورد استفاده قرار گیرند. در حقیقت دهها هزار ماده مختلف برای این منظور وجود داشته و هر ساله بر تعداد آنها افزوده میشود. مواد، همچنین میتوانند با آلیاژ و یا ترکیبات از پیش ساخته شده مخلوط گردند. این قابلیت طراحان را قادر میسازد که با ترکیب مواد به خصوصیات دقیق محصول موردنظر نهایی دست یابند. مواد مصرفی بسته به استحکام و کاربرد موردنظر انتخاب میشوند و لذا میبایست خواص ذاتی آنها جهت نیل به هدف، مورد ارزیابی قرار گیرند. پلیمرهای رایج مانند اپوکسی و فنولیک دو نمونه از ترموستها و نایلون، پلیاستر و پلیاتیلن نمونههایی از ترموپلاستیکها محسوب میگردند.
ماشینآلات تزریق
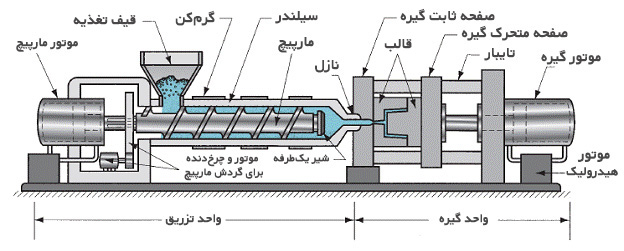
دستگاههای تزریق پلاستیک متشکل از قیف تغذیه، متهی مارپیچی تزریق و واحد حرارتی میباشند. قالبها در صفحات گیرهی دستگاه قفل شده و سپس پلاستیک از دهانه اسپرو به قالب داخل و قطعه تزریقی ایجاد میگردد.
دستگاههای تزریق بسته به میزان نیروی اعمالی صفحات گیرهی آنها به تناژهای مختلف تقسیمبندی میشوند. این نیرو، قالب را هنگام فرآیند تزریق ثابت و بیحرکت نگاه میدارد. تناژِ دستگاه میتواند محدودهای مابین ۵ تا ۶۰۰۰ تن را در بر گرفته و البته تناژهای بسیار بالا از کاربرد نسبتاً کمتری برخوردار میباشند. نیروی گیرهی موردنیاز توسط مساحت تصویرشدهی قطعه تعیین میگردد. سپس، به ازای هر اینچمربع از این ناحیه تصویرشده، ضریبی مابین ۲ تا ۸ تن در آن ضرب شده و نیروی گیره موردنیاز حاصل میگردد. به عنوان قاعدهای کلی، ۴ یا ۵ تن بر اینچمربع عددی قابل قبول برای اکثریت قطعات تزریقی محسوب میشود. اگر پلاستیک مورد استفاده بسیار خشک باشد، به فشار تزریق بیشتری برای پر نمودن قالب نیاز خواهیم داشت و نتیجتاً نیروی گیره بالاتری نیز برای نگاه داشتن قالب مد نظر خواهد بود. همچنین، نیروی گیرهی مورد نیاز ممکن است بواسطهی نوع مواد مصرفی و ابعاد قطعه تعیین گردد: قطعات پلاستیکی بزرگتر نیروی گیرهی بیشتری را نیاز خواهند داشت.
در حال حاضر، با حضور ماشینهای تمامالکتریک عرصه بر ماشینهای تزریق هیدرولیکیِ رایج تنگ و تنگتر میشود. شرکتهای ذیربط، این ماشینآلات را به دلیل صرفهجویی ۸۰ درصدی در مصرف انرژی و نیز تکرارپذیری تقریباً ۱۰۰ درصدی که به لطف حضور سروو موتور میسر گشته، به نمونههای هیدرولیکیِ رایج ترجیح میدهند. در عین حال که قیمت یک دستگاه تزریق الکتریکی حدوداً ۳۰ درصد از دستگاه هیدرولیکی معمولی بالاتر است، تقاضای وسیع محصولات پلاستیکی، در حال برطرف نمودن این مانع مالی است. این گمانهزنی وجود دارد که دستگاههای تزریق هیدرولیکی تا ۲۰ سال آینده به تاریخ خواهند پیوست، چراکه هر روزه و به دلیل فضای رقابتی موجود، شرکتهای بیشتری در حال کوچ به دنیای جدید ماشینآلات الکتریکی هستند.
سیکل فرآیند تولید
سیکل تولید در فرآیند تزریق پلاستیک بسیار کوتاه و معمولاً در حدود ۲ ثانیه تا ۲ دقیقه به طول میانجامد. این فرآیند شامل مراحل زیر میباشد:
بستن
پیش از تزریق مواد به داخل قالب، ابتدا دو نیمهی قالب میبایست توسط واحد گیره به یکدیگر قفل شوند. هر دو نیمهی قالب به دستگاه متصلاند ولی تنها یکی از آن دو میتواند از قابلیت حرکت برخوردار باشد. واحد گیره با اتکا به نیروی هیدرولیکی، دو نیمهی قالب را به یکدیگر فشرده و با اِعمال فشار کافی آنها را در طی روند تزریق ثابت و بیحرکت نگاه میدارد. زمان مورد نیاز جهت بستن و فشردن دو نیمهی قالب بسته به دستگاه مورداستفاده متغیر است: دستگاههای بزرگ (آنهایی که از نیروی گیرهی بالاتری برخوردارند) زمان بیشتری نیاز خواهند داشت. این زمان را میتوان با توجه به زمان چرخهی بیبارِ دستگاه مورد ارزیابی قرار داد.
تزریق
مواد پلاستیکی خام معمولاً به شکل تکههای پلاستیک به دستگاه وارد و توسط واحد تزریق به سمت قالب رانده میشود. در حین این فرآیند، مواد بواسطه اِعمال حرارت و فشار ذوب و سریعاً به داخل قالب تزریق وارد میگردد. تجمع فشار پشت مواد، تراکم هرچهبیشتر آن در فضای داخلی قالب را در پی خواهد داشت. مقدار مواد لازم جهت پر نمودن کامل فضای قالب اصطلاحاً شات نامیده میشود. به دلیل جریان پیچیده و متغیر مواد در قالب، عموماً محاسبه و تخمین زمان تزریق دشوار میباشد. با این حال، این زمان میتواند با لحاظ نمودن حجم شات موردنیاز، فشار و قدرت تزریق، مورد ارزیابی قرار گیرد.
خنککاری
مواد مذاب درون قالب به محض تماس با سطح داخلی آن، حرارت خود را به تدریج از دست خواهد داد. همزمان با این خنکشدن، مواد شکل و حالت قطعه موردنظر را به خود خواهد گرفت. اگرچه، در این مدت ممکن است پدیدهی کوچکشدن قطعه نیز به قوع پیوندد. تجمع و جریان بیشتر مواد به قالب در مرحله تزریق، میتواند مقدار کوچکشدنِ قابل مشاهده را کاهش دهد. قالب تا پایان مدتزمان خنککاری به صورت قفل و بیحرکت باقی میماند. همچنین، زمان خنککاری با در نظر گرفتن خواص ترمودینامیک پلاستیک و نیز حداکثر ضخامت قطعه قابل تخمین خواهد بود.
خروج قطعه
پس از گذشتن زمان کافی، قطعه سردشده میتواند توسط سیستم پرانِ تعبیه شده در نیمهی پشتی قالب، از درون آن خارج گردد. هنگامی که قالب باز میگردد، مکانیزمی خاص با اِعمال فشار برای بیرون راندن قطعه وارد عمل میشود. نیاز به این اِعمال فشار بدان جهت است که قطعه در حین سرد شدن کوچکتر و به هستهی اصلی قالب جذب میشود. جهت تسهیل بیرون راندن قطعه، گاهاً پیش از عملیات تزریق، از اسپری کردن عنصری کمکی به فضای داخلی کویتهی قالب استفاده میگردد. زمان موردنیاز جهت باز شدن قالب و نیز بیرون راندن کامل قطعه میتواند از زمان چرخهی بیبارِ دستگاه تخمین زده شود. پس از بیرون راندن قطعه، قالب مجدداً قفل و برای تزریق شات بعدی آماده میگردد.
منبع:آرتاک ماشین
مهندس مهدی نصیری